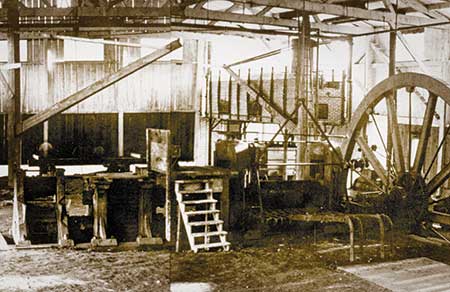
The mill had rolls of about 16 inches in diameter and three to four feet in length. Iron blooms, purchased from Hopewell and Hibernia forges, were heated and then passed through the rolls with the aid of tongs. The rolls were non-reversing, which meant the iron had to be manually passed back across the mill for each successive rolling, which pressed the iron progressively thinner. A set of bellows to fan the fire, an anvil to hammer the plates flat, and a crude shear to trim the plates completed the equipment.
An overshot water wheel, connected directly to the roll mechanism, provided power. The efficiency of the rolls was determined by the flow of water over the wheel. Heavy rains or floods could damage the wheel or other parts, stopping production, sometimes for days or weeks. In dry periods, the wheel would become sluggish, and occasionally would simply stop. If this occurred while a bloom was in the rolls, the men would rush to climb on the wheel and, with their weight, help complete the pass. Over a few years, the Lukens' replaced the overshot wheel with a breast wheel and a fly wheel, which concentrated the water force in the middle of the wheel and increased speed. The rolls were also enlarged.